induction brazing shaba na shaba
Lengo
Induction Kuweka viboko vya shaba na shaba na vibete ili kuchukua nafasi ya operesheni ya tochi. Mchakato wa sasa wa tochi husababisha uchafu mwingi kwenye mkutano, na inahitaji rework ya kina baada ya operesheni ya kuwasha.
Vifaa vya
Mashine ya uingizaji hewa ya DW-UHF-40KW juu ya frequency
Mbili zamu ya wazi ya conveyor mwisho
vifaa
• Sahani ya kuponi ya shaba na fimbo ya shaba
• waya wa Braze - EZ Flo 45
• Aloi ya kung'aa - 45% Fedha, 1/32 DIA
JARIBIO
Nguvu: 30 kW
Joto: Karibu 1350 ° F (732 ° C)
Wakati: Wastani wa muda - sekunde 25
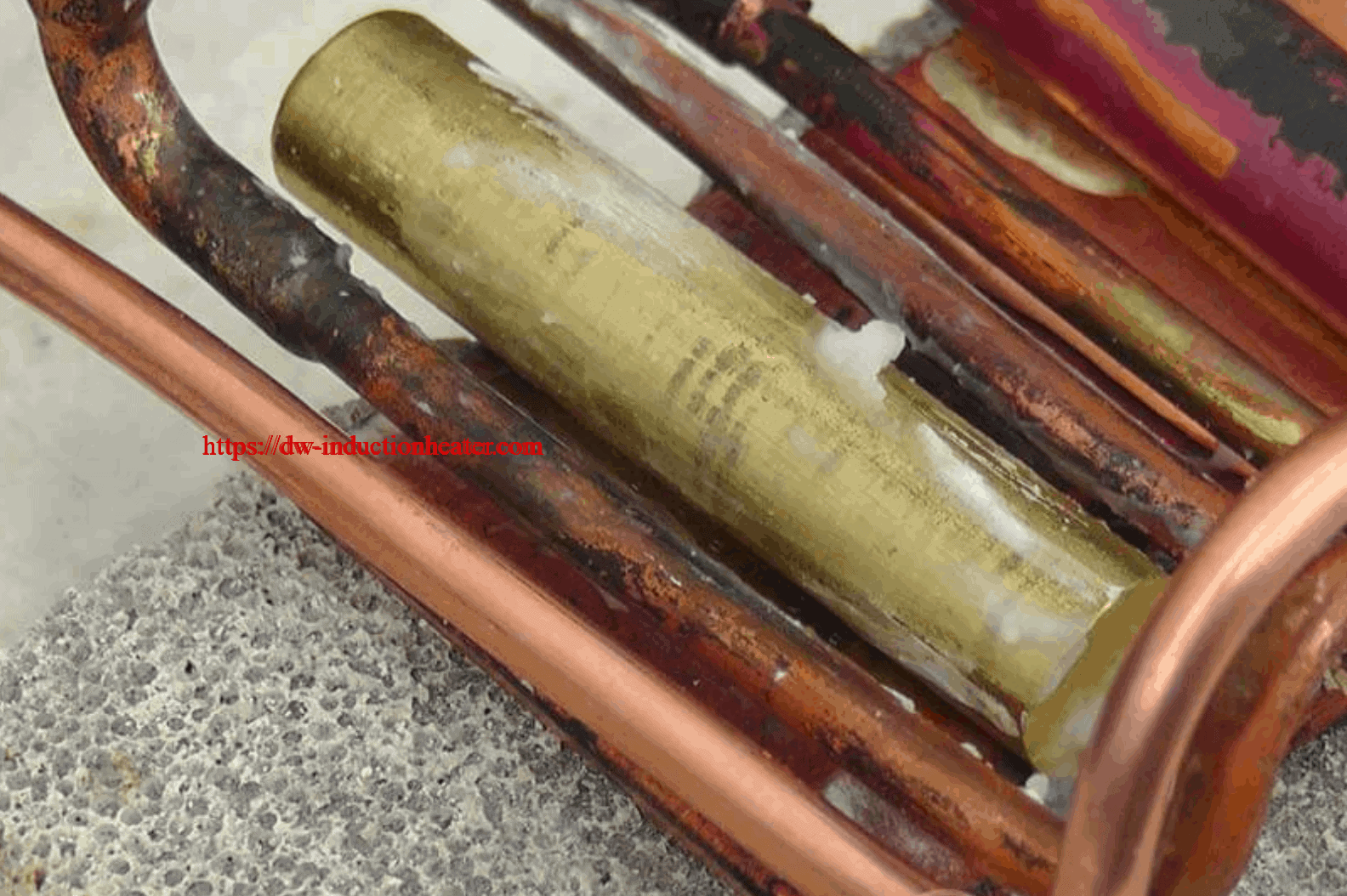
Mchakato na Matokeo:
Kwa Induction braze ya kuponi ya shaba na fimbo ya shaba,, waya ya waya ya 45 ya pazia ilikatwa kwa urefu wa 2 ”na kuwekwa kwenye eneo la kigeuzi. Katika hali ya uzalishaji, kuweka kwa urefu wa EZ Flo 45 kunapendekezwa. Makusanyiko hayo yakaanzishwa (tazama picha) na moto kwa muda wa wastani wa miaka 25 ili mtiririko wa jua na kufanikiwa.
Kwa sababu ya upinzani wa chuma kati ya shaba na shaba, joto la bar ya shaba ni upendeleo. Coil iliyoundwa iliyoundwa kuchoma baa kwenye sehemu ya sahani inapaka vijiti na joto huhamishiwa kwenye sahani zaidi kwa uzalishaji kuliko kufyonza husababisha baa kuanza kufikia joto kabla ya sahani. Ikiwa vifaa ni sawa (kushirikiana na shaba au shaba hadi shaba, hii sio shida. Ikiwa bar ni ya shaba na sahani ni shaba hakuna maswala - tu wakati bar ni ya shaba na sahani ni shaba. Hii inahitaji nguvu kupunguzwa ili kuruhusu tie kwa uhamishaji wa joto kutoka fimbo ya shaba hadi sahani ya shaba.
Matokeo / Faida:
- Viungo vilivyo na muda mrefu
- Uteuzi na eneo sahihi la joto, na kusababisha uharibifu mdogo wa sehemu na matatizo ya pamoja kuliko kulehemu
- Chini ya oxidation
- Mzunguko wa kasi ya joto
- Matokeo zaidi thabiti na ufanisi kwa uzalishaji mkubwa wa kiasi, bila ya haja ya usindikaji wa kundi
- Safer kuliko brazing moto
