Ufumbuzi wa kuunganisha shaba ya shaba Katika Jopo la jua Kwa Hifadhi ya Injini ya IGBT
Lengo Solder viunganisho vitatu vya shaba moja kwa wakati kwenye sanduku la makutano ya jopo la jua bila kuathiri vifaa kwenye sanduku la makutano.
Nyenzo ya jopo la jopo la jopo, viunganisho vya shaba, waya ya solder
Joto 700 ºF (371 ºC)
Upepo wa 344 kHz
Vifaa • DW-UHF-6 kW mfumo wa kupokanzwa, ikiwa na kichwa cha kazi cha mbali kilicho na capacitor moja ya 1.0 μF.
• Coil inapokanzwa induction iliyoundwa na kutengenezwa mahsusi kwa programu hii.
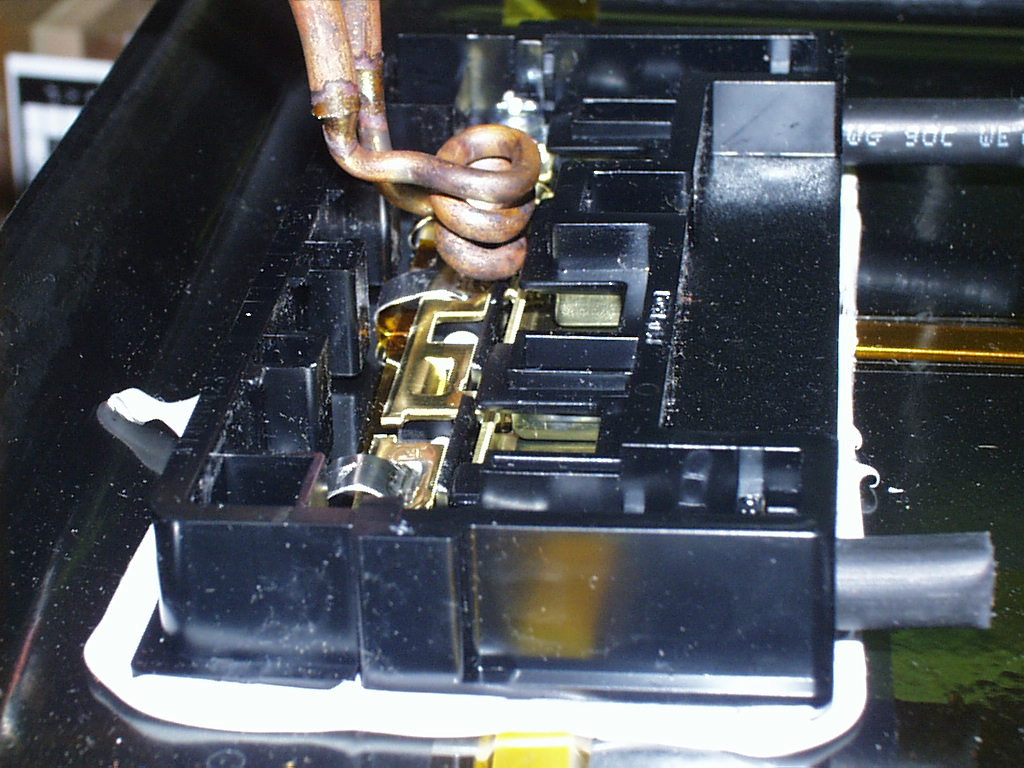
Mchakato A coil tatu ya mviringo yenye umbo la mviringo hutumiwa kupasha viunganishi. Kipande cha waya ya solder imewekwa kwenye eneo la pamoja na kila kiungo huwashwa kando kwa sekunde 5 ili kuunganisha kontakt. Wakati wa jumla wa mchakato ni sekunde 15 kwa viungo vitatu.
Matokeo / Faida ya kutolea joto hutoa:
• Usahihi wa alama huonyesha inapokanzwa tu kwa pamoja; haiathiri vifaa vinavyozunguka
• joto la ndani hutoa viungo vyema na vilivyo safi
• Inatoa matokeo ya juu, matokeo ya kurudiwa
• Hata usambazaji wa joto