Kuchusha Kuchusha Kuchora Mchoro Catheter Kwa IGBT High Frequency Inapokanzwa Units
Lengo Pasha mandrel ya chuma kilichopozwa kwa maji hadi 700 ° F (371ºC) kuunda ncha ya juu ya bomba la teflon.
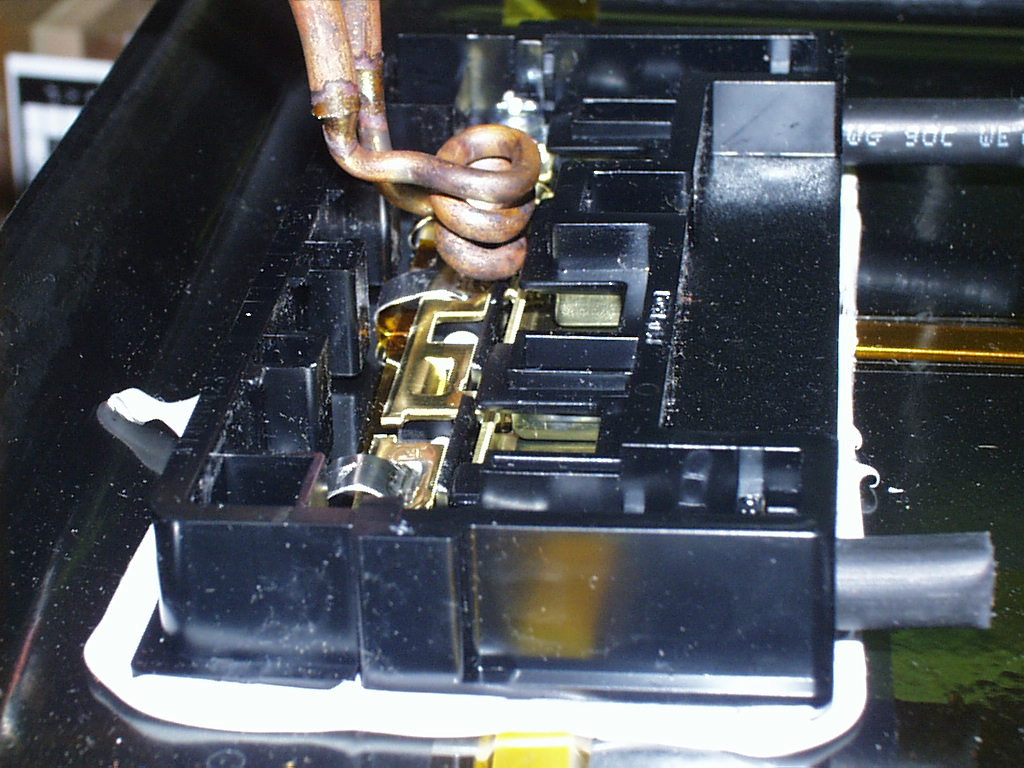
Matofali ya teflon ya catheter, mkutano wa mandrel
Joto 600-700 ° F (315-371ºC)
Upepo wa 376 kHz
Vifaa • DW-UHF-6 kW mfumo wa kupokanzwa, ikiwa na kichwa cha kazi cha mbali kilicho na capacitor moja ya 0.66μF.
• Coil inapokanzwa induction iliyoundwa na kutengenezwa mahsusi kwa programu hii.
Mchakato Coil mbili za kugeuza hutumiwa kupasha moto mandrel ya chuma hadi 660ºF (371ºC) katika sekunde 2.7. Ili kuunda ncha ya catheter, nguvu ya RF inatumiwa wakati catheter imeshikwa juu ya mandrel. Mirija hiyo inasukumwa kwa mandrel ili kuunda ncha thabiti, sawa.
Matokeo / Faida ya kutolea joto hutoa:
• Sahihi, kurudia matumizi ya joto
• Chakula cha wasiosiliana
• Mara za mzunguko wa kasi